What is Manufacturing ERP?
All you need to know
Manufacturing ERP is a nuanced version of a regular ERP system, with a laser-sharp focus on streamlining and automating all the activities related to manufacturing. Manufacturing Resource Planning (MRP) can help in scaling up your business immensely. Learn all about it here.

Table of Contents

Appreciate
47What is Manufacturing ERP

Manufacturing ERP is a type of Enterprise Resource Planning software that is used exclusively by companies whose primary functions revolve around manufacturing.
Manufacturing companies often have highly specialized requirements. These include modules such as planning and management, procurement, etc. Manufacturing ERP systems are created to cater to these needs.
In other words, Manufacturing ERP is a nuanced version of a regular ERP system, with a laser-sharp focus on streamlining and automating all the activities related to manufacturing. It uses the same time-tested principles of ERP to make manufacturing companies much more efficient.
Why is Manufacturing ERP Needed?
Standard ERP systems come with modules such as Customer Relationship Management, HR Management, Finance Module, Sales Module, etc. While these are key areas in any business, a manufacturing company needs ERP software that caters to some of its more specific needs.
The simplest solution to this problem is to build a type of ERP that has all the important modules of a standard ERP and also has a few other modules specifically for a manufacturing company. Sown as a manufacturing ERP.
Apart from all the standard ERP modules, the manufacturing applications ERP software also has modules like operations and product management, inventory control, engineering control, etc.
Features of Manufacturing ERP That You Should Look For In 2021
Like every other sector, manufacturing is turning outright competitive, and it is actively impacting the core business models across the globe. Having full control over your manufacturing operations is instrumental to conforming with today’s agile supply chains.
When your production facility outgrows a certain level, spreadsheets deem to be obsolete, and it is the ERP solution that will define if you can continue growing or simply fail to sustain it. Thus, it becomes necessary to get dedicated ERP software for manufacturing companies.
Here are some of the major functions of ERP inventory management modules that every manufacturing-oriented organization should look for; let’s begin.
A Quick Overview Of The Market Offerings
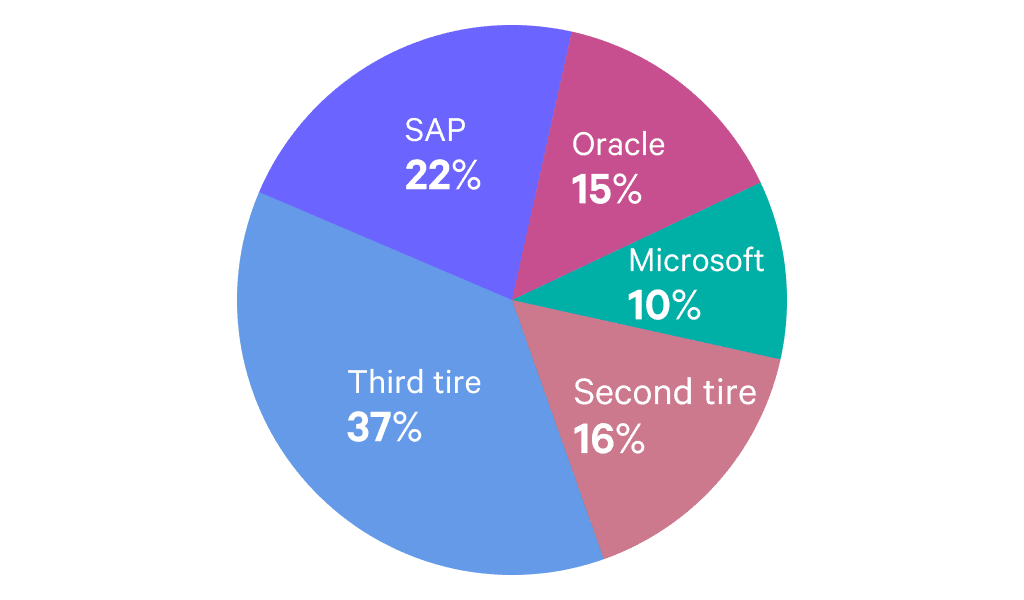
Before we start analyzing the different features of an ideal manufacturing ERP, let us first understand the different types of ERPs available in the market. Primarily, they are classified as:
Tier 1: These solutions are designed for multi-billion dollar corporations with a highly complex, diversified, and decentralized organization structure and multiple verticals. Naturally, they are complicated, requiring many steps before a function is executed.
They are more suitable for the Fortune 500/1000 companies as they can put Tier 1’s capabilities to use. Sap and Oracle can be considered as the best examples of Tier 1 ERP solutions. Their cost of ownership is also the highest, often $500,000 to $1,000,000 or more per year.
Tier 2: Tier 2 ERP solutions are suited for the largest mid-sized businesses and are focused on a particular industry. These solutions are verticalized in nature and rely on third-party software integrations to provide the industry-specific functionalities. The cost of ownership is lower starting at $50,000 per year. Microsoft and Sage can be considered good examples of Tier 2 ERPs.
Tier 3: The most simple out of the three, Tier 3 ERP solutions aren’t exactly ERPs if we go by the basic definition of an ERP. They are focused on individual business functions such as accounting and give limited capabilities for related operations. Tally, Quickbooks Desktop, MYOB Desktop, and Sage 50 are examples.
As you can see in the below infographic, the market share of Tier 2 and Tier 3 ERPs is bigger than Tier 1. The lower price and greater variety of Tier 2 and Tier 3 ERPs contribute to more businesses using these ERPs than Tier 1 ERPs.
The value of using an ERP is substantial and greater than their high prices. So, how can you find the right manufacturing ERP or manufacturing solution for your business? Let’s begin with the checklist of manufacturing domains that the ERP features should cover:

Production Management And Quality Control
Production processes are at the heart of manufacturing ERPs, and it also helps with other correlated activities like accounting. It should allow you to interface your CAD software (to synchronize your bill of materials,) plan projects, generate quotations, facilitate capacity and contingency planning, and determine Isocost lines.
It should work in coordination with your attendance management system to enable timesheet tracking and labor management. On top of these, a manufacturing ERP shall provide you with production-oriented features like total quality management (TQM) and Statistical Process Controls (SPC.) It shall also give you a bird’s eye view of the operations under progress on the shop floor.
E-Commerce And Order Processing
astly, if online selling is your business model, it is necessary to have eCommerce capabilities, especially order processing support. Manually accepting orders is, by all means, a bad idea for your business in today’s time. It will overwhelm your staff and lead to multiple discrepancies while lowering your overall operating efficiency. Thus, it is recommended to check all ecommerce related functionalities for a streamlined user experience.
This includes product bundling, shopping cart-based marketing, and recommendation engines, and custom pricing support. It should also allow you to synchronize orders with 3PL partners and provide secure gateway integration. We recommend integrating the maximum possible payment methods since it allows you to serve all customers who’d like to make a purchase.
Inventory Management
The Inventory module of an ERP system is used to track the inventory in real-time. With the help of this module, companies can keep an eye on their stock levels for multiple products.
For example, if a company produces a variety of soaps and shampoos, the inventory management module will track the daily incoming and outgoing stock. With the help of this, the software will effectively predict the number of days in which the current inventory will be sold out completely.
Purchase Management
The Purchase module of an ERP system is used to manage the procurement of raw materials that are used to manufacture the products to be sold by the company. This is a very important part of manufacturing ERP, since it contains valuable information like vendor details, pricing details obtained from the vendors and suppliers, purchase order creation and tracking, as well as creating Bill of Materials.
Coupled with the inventory management module of the ERP, the purchase module can help the company manage their warehouses and inventory better.
Some versions of this module also allow companies to trace the products through various stages of production and find out its exact location.
Return Merchandise Authorization
In terms of ecommerce, RMA refers to the seller agreeing with the customers to send the sold item(s) back. The customer either gets the amount refunded or is provided with an equal amount in credit for their next purchase. RMA is instrumental to building trust in cases where the customer is making their first purchase for a particular product/brand. It also adds convenience in case the item is damaged/unfit for use, thus ensuring that their experience with your business doesn’t suffer.
Generally, the customer contacts the seller online or over a phone call to discuss the issue. On the other hand, many brands ship products with pre-paid return labels as well. The seller’s inventory management solution must take returning items into account. Doing so will help ecommerce stores in diverting the item to other customers if it is undamaged and fit for use. They can also store it at the nearest hub for fulfilling future orders. This helps control the losses and ensures that returning items don’t end up piling as old stock.
Modern inventory software allows you to configure your RMA and overall return policies so that the process of approving returns can be automated. This also includes setting up a policy framework where the item condition and other specifics are fetched for a seamless user experience. This also helps streamline the accounting-related functions associated with returns processing.
Manufacturing Accounting and Financial Management
As discussed above, accounting is one of the most important functions for manufacturers since it is closely related to every physical activity undertaken. A good ERP will provide you with deep insights with features like activity-based costing, real-time quotations, and profitability analysis at varying production volumes. Some of the standard functions it should support include accrual-based, analytical accounting, budgeting, sales forecasting, asset management, accounts receivable-payable, and payroll.
However, you might have to integrate a proper accounting tool in case you are using a Tier 2 or Tier 3 solution. A rule of thumb when selecting a solution is to look for features that overlap more with the actual production processes since you can always use accounting software separately.
Supply Chain Management
Supply Chain Management is an important area that needs to be covered thoroughly since the supply chains are witnessing volatile conditions lately. It is clear that the businesses will need to adapt more frequently in changing vendors, SKUs, raw materials, suppliers, products, and even product life cycles.
You might require several functionalities such as Bill of materials configuration and dynamic editing, generating a request for proposal (RFP,) a self-service portal for channel partners and external stakeholders depending on your business model and organization size. Your system should be able to support models such as Procure-to-Pay (P2P), Order-to-Cash (O2C), and Record-to-Report (R2R) to streamline the movement of finances, goods, and insights across the supply chain.
Transportation and Logistics
In today’s world, almost every firm leverages multiple logistics services to fulfill demand. A proper manufacturing ERP should allow you to integrate with third-party logistics solutions. This will allow you and your customers to select the most affordable and best-suited 3PL partner for fulfillment. If you run an e-commerce store, this is necessary since customers want to be able to select their preferred delivery partner on a real-time basis.
If you have in-house vehicles, you may also look for fleet management capabilities. Remember, your ERP must be well integrated with the accounting and all other related modules.
Materials Management
The solution should also give you insights regarding materials management to complement the inventory management system. This includes inventory tracking, job tracking, and consumption rate budgeting with the help of barcoding/RFID solutions.
Materials requirement planning is an aspect that requires taking process-specific parameters like gross wastage during production, and hence, it should support extensive configuration. This will ensure that you can make full utilization of the package without having to go back to spreadsheets.
Here, we have gone through all major aspects which your manufacturing ERP should serve, but there’s more to it. Deployment time, learning curve, quality and duration of the training, and conformance to compliance norms like ISO are equally important.
Make sure to analyze all available products on the basis of the features discussed above and make an informed decision. We hope this article will add to your understanding of various features of manufacturing ERP.
Cost-Effective
Getting an ERP solution for your manufacturing company may initially seem slightly expensive. However, the long-term savings as well as increased efficiency more than makeup for the initial costs.
With a manufacturing ERP, you can streamline your entire workflow and track all the processes, from inventory to logistics, in real-time. This puts you in control of your entire supply chain and gives you the bird’s eye view of your organization.
All of this leads to heightened productivity and enhances both the quality and the quantity of your output.

Data-Driven Decision Making
Manufacturing companies often have trouble gauging the demands and end up overstocking or understocking. Overstocking causes an unwanted burden to the warehouses as well as shoots up logistics costs. While understocking can mean that the company will run out of stock and the competitors make a meal of this.
Both of these are fatal for a company’s financial health and cause many operational problems.
However, with manufacturing ERP systems, companies can now analyze their sales patterns over the years and accurately, and predict the demand for their products. They can plan their inventory and manufacturing activities in line with these predictions and avoid over/understocking.2

Increased Data Security
As the world moves to more and more data-driven operations, the importance of securing your data is at an all-time high. Using a combination of different technologies and software may often lead to leakage or perversion of the data you’ve collected over the years.
An ERP system removes the risk of data-theft or data-corruption. All of your data is stored in a centralized database system with sophisticated access controls. These allow you to control who gets to access how much of your data, depending on their seniority as well as nature of work.
A powerful manufacturing ERP system has in place superior data protection technologies that help you prevent malicious cyber attacks. Moreover, your service provider will also provide regular updates against newer forms of attacks.

Increased Efficiency Through Automation
With ERP systems for the manufacturing industry, automation is constantly revolutionizing how manufacturing companies operate.
ERP systems allow companies to automate some of the repetitive tasks by setting triggers at key junctures. In doing so, the software helps them free up a lot of their manual labour that can be diverted towards much more complex activities, thereby increasing their productivity.
Apart from this, automation also mitigates the risks of human error. All of this makes automation one of the most exciting new horizons of the last few decades. And it’s not an exaggeration to say that we’ve barely begun to scratch the surface.
Greater Collaboration Across Teams
As companies grow, they often inadvertently adopt a silo work culture, where teams mostly work in isolation and collaborate very rarely. This often results in confusion, inconsistency and incoherence when all the data is finally put together.
A manufacturing ERP software ties together your entire organization. Every team has greater visibility of what is happening across the company, and works towards a shared vision.
This leads to a lot more synchronized effort and cuts out much of the noise and disarray. This is reflected in the overall productivity of your company.

Basic ERP modules
Sales and Order Management
As the name suggests, the sales module helps the company efficiently track all of its sales-related activities. When there is an inquiry, the sales team logs into the module and fills out all the preliminary details.
As the case progresses, the sales module is used to input valuable information like the project quote, service agreement information, tax invoices, sales orders, etc.
All of this information is extremely important to an organization in making data based decisions. This data is then converted into reports by the ERP system and these reports are periodically reviewed to chart the company’s future course of action.

Finance Management
The finance and accounting module takes care of all the activities related to accounting. It tracks the company’s expenses, balance sheets and ledgers, ongoing financial transactions with the business partners, tax management, etc. This module is also used to store data related to various audits happening across the company periodically.

Customer Relationship Management (CRM)
Customer Relationship Management (CRM) tracks the interactions between the customer and the company across all the major touch points. It stores the details of various email chains, minutes of meetings, contractual agreements, etc.
The CRM, when paired with the Sales module, becomes a powerful tool for businesses to close deals faster and boost their sales number.

Add-on Modules for Manufacturing ERP
Operations Management
For a manufacturing company, operations is where the real magic happens. It is the heart and soul of the business. Naturally, a manufacturing ERP needs to have an efficient operations management module that takes care of all the processes under the ambit of the Ops team.
Efficient operations management leads to an efficient supply chain. The products are manufactured on time, without any hiccups, and are supplied to the customers. All of this increases the revenue for the company, cuts down the costs, and also elevates the customer experience.2
Project Management
For businesses that deal with multiple products on a single production/assembly line, alternatively, a project management system is a must. It is also equally useful to companies manufacturing distinct items in small batches. A powerful manufacturing ERP will allow you to implement agile manufacturing project management and other dynamic models through several data-packed dashboards and analytics reports.
To get accurate, real-time insights on project progress and forecasts, you will also require connectivity with cyber-physical systems like AS/RS, barcoding software, and attendance management systems.
Human Resource Management System (HRMS)
The Human Resource module of an ERP system is instrumental in making human resource management easier for the HR team of the company. It performs functions like managing payrolls, storing employee data, tracking attendance across the company as well as tracking employee performance against predetermined KPIs.
Having an efficient HR module in the ERP system rids the HR department of a lot of unwanted paperwork. It also means that the company doesn’t have to purchase a separate HR management system and then worry about linking it to the ERP.

Asset Management
Asset management is finding increasing relevance, and this term is also being interpreted in-depth. For instance, it was conventionally limited to recording the date of purchase, commissioning date, and costs incurred during maintenance. However, that’s not the case anymore. Asset management modules now allow you to track asset health, implement periodic maintenance, optimal capacity planning, and guide you when considering overhauls and using alternative spares.
They also help you with advanced applications like energy management, computerized maintenance planning, and capital project management. Thus, you can look out for offerings that allow you to track your production assets in a similar fashion.
What is the Difference Between Standard ERP and Manufacturing ERP?
When an organization decides to implement an ERP system, they are presented with both highly verticalized solutions and generic ones, with each of them having varying degrees of customization. For production-focused businesses, the choices look very similar at face value, but there can be a plethora of differences that go unnoticed.
Naturally, a manufacturing ERP is significantly diversified to suit the production process, but how do you analyze if it’s a good fit for your business?
Depending on the organization’s size, maturity, nature of business, external stakeholders, customer affinities, competitor movements, economy, and government policies, one needs to choose between a standard and manufacturing ERP. In this article, we will try to understand the difference between the two and how to choose the right ERP solution.
The article will also shed light on why cloud-based ERP solutions are needed to implement modern production models like lean manufacturing. Let’s get started.
Standard ERP Vs Manufacturing ERP: A Small Flashback
Originally, ERPs evolved out of MRP (Materials Requirements Planning) solutions to accommodate evolving needs to have an integrated suite with built-in accounting, HR, performance management, and other modules.
However, as time passed, the focus on manufacturing got diminished, and new classes of ERPs (Tier 1,2 and 3) evolved. Today, you can either go for highly sophisticated solutions that can be customized for manufacturing operations (at a very premium cost) or go for a production-focused ERP suite that provides a cost-effective and dependable solution.
The latter can accommodate the diversified needs provided that a production-based company operates it. Also, you can opt for third-party integrations to fulfill additional requirements as well. Let us now understand how to choose between a standard and a manufacturing ERP:
Different Types Of Production-Specific Issues That Manufacturing ERP Handles Better Than A Standard ERP
In this section, we will go through a list of common problems that are eliminated as a part of ERP-backed manufacturing operations. Let’s begin:
Manufacturing Defects
Any issues encountered in manufacturing lead to defects in the final product in terms of fit and finish, fitness for consumption. Manufacturing defects also have an impact on the market price of the product. Therefore, it is advisable for you to iron out all such shortcomings at the production phase by implementing ERP-based operational strategies like Total Quality Management and agile manufacturing to minimize such defects.
Erroneous Sales Forecasting-Led Production Targets
Faulty sales forecasting can be considered as one of the most common and challenging problems faced by businesses around the globe. This leads to the need to stack extra inventory, also referred to as buffer stock and safety stock.
With accurate sales forecasting, businesses can reduce the amount of inventory on hand and successfully implement lean manufacturing methodologies like JIT (Just In Time.) This will reduce the overheads such as inventory carrying cost, damages caused during storage, theft, and miscellaneous costs.
Idle Workstations
For any production-based company, having idle workstations is among the most dreadful conditions as it blocks revenue streams right away. It is a sign of inefficiency at multiple fronts, including sales forecasting, PPC, inventory management, and logistics. It is among the primary wastage areas to be eliminated when lean manufacturing is implemented.
Idle Workers
Idle workers can be equally alarming, and it reflects the gross failure in utilizing human resources. They can also lower the efficiency of other workers and inflate the overheads incurred.

Wastage During Therblig
Therblig is defined as a collective of 18 types of fundamental motions that form the basis of most motions involved in the manufacturing process. Generally, a motion study is conducted with the help of a camera to eliminate any wasteful movements. It also helps with quality control as, in most cases, unnecessary motions are associated with actions that lead to quality defects, misplaced parts, and faulty assemblies.
Wastage During Material Handling
This refers to both wasting time and misplacing the logistical priorities of handling inventory. For instance, placing an item at an undesignated location can lead to wastage of time and resources or result in blocking of real estate.
Inventory Wastage
Inventory wastage can occur due to a number of reasons, including the ones, and it can cause great damage to a brand since it restrains them in order fulfillment apart from economic backlashes. Inventory risks cannot be fully eliminated, but minimizing conditions where it occurs through intensive audits and efficient utilization is an achievable goal.
As we can see, all principles discussed above point out that your ERP needs to interweave all of the factors mentioned above together to form a collective overview. It should also provide gated access to different stakeholders both within and outside the organization since manufacturing generally exhibits a multi-organization value chain.
Thus, a proper ERP solution for a manufacturing business evolves within every organization while accommodating the opportunities and limitations encountered on a case-specific basis. But, a standard ERP may not be the best choice since the customization capabilities may not conform to the explicit requirements in numerous areas.
Benefits Of Implementing Manufacturing ERP In Your Organization
While there can be a different set of advantages for each organization at different phases of implementation, here’s what you can expect:
- You can save on time and money since the inefficiencies are eliminated and replaced by software-induced elements that refine production in a harmonious manner.
- Human resources are relieved of the unnecessary burden as the redundancies are ironed out.
- You can avail better product quality, faster time to market, competitive margins, and higher inventory visibility (transparency) levels, which also translate to greater accuracy for future planning.
- As a business, it will help strengthen your brand as your products provide ‘more value for money’ over time. It will also improve customer satisfaction since your overall strategy will be oriented towards adding value to the product without inflating its prices unnecessarily.
- Manufacturing ERP also helps reduce the burden on the environment since the overall increased efficiency of operations also minimizes waste and damage to the environment.
Modern-day ERP suites are undoubtedly far more improvised than old MRP systems. But when it comes to implementation in a manufacturing organization, it is necessary that the proposed solution is better optimized to suit manufacturing operations rather than following a generalist approach. In fact, even an inventory management software may provide greater value than a standard ERP solution if chosen wisely. We hope that this article helps you get a better idea of standard vs. manufacturing ERPs.
How To Find Right Manufacturing ERP Software For Your Organization?
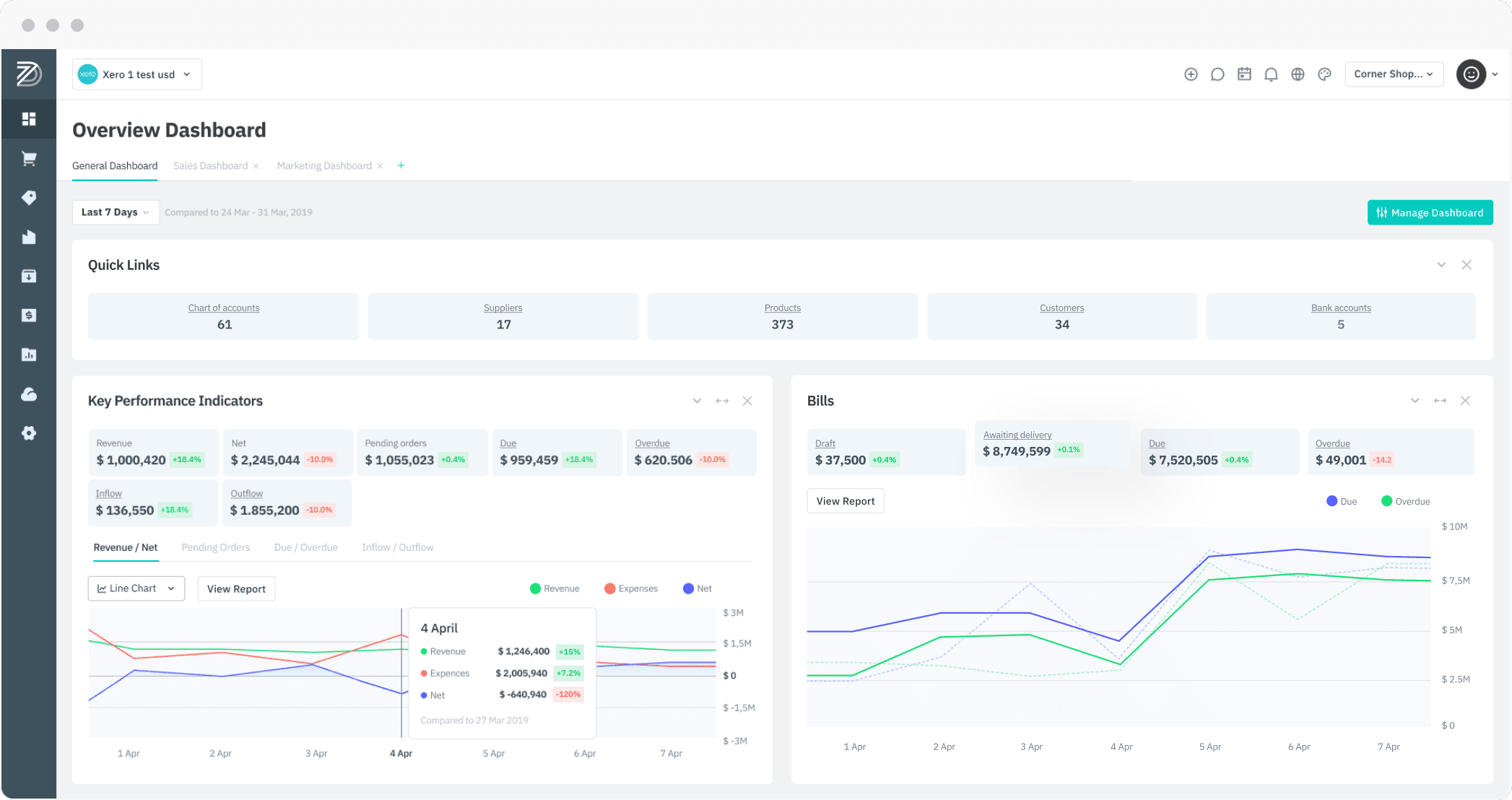
An ERP system is, without a doubt, the backbone of every industrial organization. It links every department inside the company, giving all of the data needed to run the company efficiently, productively, and sustainably. It can handle client orders, customer relationship management, procurement, PPC, inventory management, warehousing, accounting, HR activities, and reporting. Every aspect of the operation may be tracked in real-time.’
For a variety of reasons, finding the appropriate manufacturing software for your business is critical to its productivity and profitability. It can help you revolutionize your supply chain. Almost certainly, your firm may benefit from enterprise resource planning (ERP) software, which can help you integrate numerous aspects of your business into a single application.
We’ll walk you through a few key factors when selecting new manufacturing ERP software in this article. So let’s get started.
6 Suggestions For Selecting Manufacturing ERP Software For Your Company

Here are some helpful hints to assist organizations in selecting the best manufacturing ERP software for their needs.
Establish Your Business Requirements
First and foremost, you must define your business requirements or the pain points that need to be addressed. Most organizations don’t have a clear grasp of their most precise requirements, which harms the ERP decision process, budget, and implementation timeframe. Therefore, organizations must determine their unique requirements through a thorough examination of internal business processes and the entire system.
Holding inter-departmental meetings with department heads to discuss the specific requirements from the ERP system is a smart approach to achieve it. Document your criteria and discuss them with any possible vendors so they can explain how their solution will meet them. Remember that the more explicit your business requirements are, the more thorough a bid from the vendor you may anticipate.
Set A Budget
As previously said, ERP systems may be costly, requiring a significant initial investment. Thus, it is recommended that companies develop a budget that considers factors such as their ability to pay, their needs, the form of payment (one-time or recurring), and carefully adhere to it.
They must also have a thorough grasp of an ERP’s total cost of ownership (TCO), the current pricing range of several ERP suppliers, and their financial situation. While the appropriate ERP software is a priceless asset, it is suggested that financial concerns be kept in mind at all times.
Everyone On The Same Page
When making a major choice like an ERP deployment, everyone in the company must be on the same page. First and foremost, senior management must be involved and supportive throughout the ERP decision process. The medium and lower-level staff will feel motivated and engaged with the implementation project only if senior management is participating in the process.
You may also guarantee that everyone is on the same page by forming an internal ERP project team made up of the finest workers from all levels. This group should be in charge of the ERP installation project and be properly trained and educated.
This equips organizations to deal with change management since a well-informed and trained workforce is more likely to be responsive and adaptive to the new system’s organizational and work-related changes.
Make a List of The Things You Want To Do
There are hundreds of ERP solutions on the market, making it nearly hard for organizations to evaluate them all. As a result, organizations must utilize various factors to narrow down their options and create a shortlist of four to five ERP systems tailored to their specific needs.
Manufacturing companies may immediately rule out solutions designed for discrete manufacturers in favor of those designed particularly for them. Manufacturers may even seek out micro-verticalized ERP systems that cater to their most specialized requirements. Additional shortlisting criteria may be used, such as features, particular capabilities, modules, ease-of-use, third-party validation, and, last but not least, pricing.
Demonstrations
Demonstrations are an essential part of any ERP selection process. When we’re talking about firms that specialize in manufacturing, the method becomes even more important.
When assessing manufacturing ERP systems, companies should offer each vendor at least two rounds of relatively long demos that cover each software module, such as formulation, R&D, production, quality control, compliance, MRP, MPS, and so on. This will offer them a good overview of the various ERP solutions on the market.
One For The Future
Firms today want an ERP solution that can integrate all aspects of their operations with cascading insights available on fingertips. For example, a real-time connection between the shop floor and the top level is a must-have.
Modern and future solutions that include tomorrow’s technologies like the Internet of Things (IoT) and Artificial Intelligence (AI), among others, integrate easily with other solutions across a manufacturing organization. This enables organizations to consolidate and manage all of their diverse company data in a single, central location.
Similarly, companies want technologies that automate a large number of time-consuming activities. Simultaneously, organizations want ERP software that is flexible and expandable to accommodate future business development. When shopping for ERP software for the manufacturing, make sure it’s scalable, expandable, and promotes integration and automation.
Top 4 ERP Systems
There is no one-size-fits-all approach to manufacturing ERP software, so choosing the proper ERP is a business-by-business choice. With that in mind, the three ERPs listed below are some of our most popular and adaptable business solutions, and they’re all worth considering.
-
Cin7 Core
Among all available market offerings, Cin7 Core is among the most scalable, flexible, and customizable solutions. Cin7 Core’s manufacturing software allows you to create a fully coupled suite that covers all aspects of manufacturing with various specialized tools. Businesses exploring cost-effective yet highly potent functionalities find it as an amazing tool with the intuitive UI making it a user-centric solution.
-
NetSuite
The NetSuite ERP is the most widely used cloud-based ERP, with over 40,000 companies using it worldwide. It comprises solutions for finance management, inventory management, supply chain management, and warehouse management. It is always up to date and offers inexpensive, subscription-based financing when licensed as cloud-based software.
-
E2 Shop System
Shoptech ERP is cloud-based and provides up to 300 users with various financing and lease options. It provides solutions for all aspects of production, including shipping, data collecting, estimating, scheduling, purchasing, and accounting, but its Shop Floor Control is arguably its most well-known product. E2, which was created by two manufacturers forty years ago, is specifically designed to assist small businesses in their development and problems.2

-
Epicor
Epicor has been servicing manufacturers for more than 40 years and has created a versatile ERP that can handle a variety of production processes, including discrete, MTO, ETO, mixed-mode, and more. It’s particularly well suited to businesses in highly specialized areas like aerospace, military, and medical devices.
Now that you’re aware of the factors to consider when choosing a manufacturing ERP to keep them in mind when looking for software. In addition to these suggestions, you must thoroughly consider your alternatives and make sure that the vendor you choose has expertise in manufacturing ERP solutions.
Best Practices in ERP for Manufacturing companies
ERP (Enterprise Resource Planning) is not a big thing. ERP systems have become much affordable and efficient. At some point, manufacturers must require to stop before they join the rush towards the implementation.
ERP best practices in the manufacturing field are making new advancements in the industry. You can win the market by adopting the best ERP solutions for manufacturing.
There are new ERP systems that get implemented, and the current one gets modified directly to the growing parts of your business. From the product line extensions, the new product lines to the whole new business models, ERP systems surpass when they get enabled to the profitable growth. The best manufacturing ERP software can boost your business creation and assist manufacturers that deliver high value to the customers.
Below are some of the best practices in ERP for manufacturing companies
Continuous Enhancement
ERP software helps fix old methods and apps for smoothening all kinds of operations. ERP software has full power to consolidate all the information and processes in one place. It helps simplify all types of activities, automate workflows, and coordinate with every part of the supply chain to work productively.
Enterprise resource planning is not just about complete change. It also stimulates incremental and constant developments. Data visualization and collaboration tools facilitate everyone to share important information. Approved users all over the enterprise will immediately access dynamic reports for evaluating the business performance.
Precision
High customer expectations and rigorous regulations always leave no room for error. Delivering top-class products at a decided time while generating huge profits needs all of the processes to be perfect.
It is difficult to do when you are collecting data in various apps and spreadsheets. All these data pits restrain you from getting a real-time summary of operations. It means you will not miss that one error that will set you back to your full production line.
ERP considers the back-end data at a single location for providing you with a complete enterprise performance view. Also, it will show you how people, materials, and cash are floating everywhere at your organization. A high perception level is imperative for planning all future projects and operations.
Keep transparent business goals
Have clear and transparent business goals supported by project-based and operational analytics, KPIs, and metrics. Highlight the significance of measuring, setting, and reviewing goal productivity before or after the implementation. Find out, and allocate the financial value for the expected developments for setting the target ROI. Mark and transfer it to the implementation team members and the executive committee, and workers.
Building, implementing and tracking
Creating, executing, and tracking how the change management plans and communications works. Communications and change management plans need to serve the most impacted and affected by implementing the new systems.
The motive lies in overcoming resistance for changing it with the high knowledge and status of the whole system. And also to what business goals, it is supporting greatly. You can change your style of communication to get the correct messages in diverse ways.
A successful project team
An evolving project team is always required in the manufacturing industry. Enterprise resource planning is all about continuous improvement. When you are installing the software at that time, you are installing all the features also. An experienced team will utilize all the features and process them until the actual implementation happens.
Having such a capable internal team helps in managing technological enhancements. Manufacturer companies often report that their internal team working on the new enterprise resource planning software is just a part of the software features.
FAQs on Manufacturing ERP

If you are looking to get some interesting information on manufacturing ERP, then you have landed on the right page. We have displayed some of the top asked questions with their appropriate answers on manufacturing ERP
What is Manufacturing Enterprise Resource Planning (ERP)?
Manufacturing ERP (Enterprise Resource Planning) opts for delivering manufacturing-related functionalities for streamlining and automating the core business and manufacturing activities. Advanced manufacturing ERPs are created in the same databases that run daily business activities and applications. Thus, it creates a whole business management platform.
Who wants Manufacturing ERP?
Manufacturing ERP is used for building businesses of all sizes. Manufacturing businesses want ERP with industry-particular capabilities and features for managing, tracking, collaborating, automating, and connecting all the steps of the manufacturing process, i.e., from receipt of a customer order to the order’s shipment.
What are some of the standard features of Manufacturing ERP?
Some of the standard features of Manufacturing ERP include:
- Enhanced Inventory Management
Bill of Materials (BOM) and Routing
Material Requirements Planning (MRP)
Master Production Scheduling (MPS)
Advanced Planning & Scheduling (APS)
Capacity Requirements Planning (CRP)
Automated data collection
Production Management
Quality Assurance / Quality Control
Mobile Access to Data, and Integration with Plant Floor Machinery
Why is ERP software used in Manufacturing?
ERP systems are responsible for boosting the overall organizational efficiency that is related to the manufacturing enterprise. All these are managed and get improved depending on the sources of the company that are being utilized. Having ERP software in the manufacturing companies, they can handle the complex aspects of their way, i.e., from shop floor operations to the whole supply and inventory planning.
What are the top Manufacturing ERP benefits?
The top benefits of ERP for manufacturing companies are – Automating and Streamlining Business Processes with enormous Adaptability, Responding to Market Conditions Faster, Strategic Decision Making, Reducing Costs, and Improving Customer Satisfaction.
What is the difference between Manufacturing ERP and Standard ERP?
The main difference between manufacturing ERP and standard ERP is defined below
Manufacturing ERP system
Manufacturing ERP systems are mainly created for the manufacturing industry’s needs, offering modern functionality for manufacturing-related needs. Manufacturing ERP software is responsible for integrating the core business processes with the manufacturing princesses. It allows providing complete visibility and total control over the manufacturing business.
Standard ERP system
A standard ERP system is a nonproprietary ERP software having general functionality for all of your businesses. In most cases, a universal system is built, one size that fits all and lacks full manufacturing integration and essential functionalities for a manufacturing-related business. Less integration limited data view and can need software customization for meeting all the unique requirements of the industry and business.
When your manufacturing company is ready for ERP?
Manufacturing ERP is meant for the management of manufacturing operations. Manufacturing companies consider an ERP software solution for the management of manufacturing at a time when the current business systems and processes are –
- Not functioning inefficiently
- Not providing support for companies’ growth
- Having lack of security conditions for mitigating risk
- Identifying broken processes is vital for growth and searching improvement areas
Which is the best ERP for manufacturing?
The top manufacturing ERP solutions support Adaptive Manufacturing Enterprises’ ability to adapt to change and disrupt, allowing a competitive advantage. There are many diverse ERP system types and deployment options that are available in today’s time. Its range entirely depends on the function, size, and needs of the manufacturing company.
There are three best ERP systems for manufacturing – An On-Premise ERP system, a Cloud-Based ERP system, and a Hybrid ERP system. You can choose any one as per your business requirements.
#1 Rated Cloud ERP Software in USA
Get a big picture view of your business, without losing sight of the details. Cin7 Core makes enterprise-level inventory management, manufacturing, sales channel integration, reporting and more accessible to businesses of all sizes.
Start Free 14 Day Trial